手办的生产过程是怎样的?
13 个回答

贡献一下我的PVC生产笔记吧……都是第一次做产品的血泪史,有可能文不对题,但是能对有些人有帮助就太好了
PVC手办生产流程经验总结
------AliceDreamCompany 神乐
1.确定项目:决定项目人物或其他原型,确定生产数目,确定成本投入,确定大小比例,进行原画设定。注意未上色原型和最终效果的差别。视情况在原型完成后或完成前,先期进入工厂报价和商业谈判。谈判内容:打样,大货生产和包装价格,手办质量等级,具体大货样日期,交货日期(至少留出一个月以上的富裕时间以防意外),交货方式,运费,付款方式和途径。最终根据商谈结果,决定充足时间的宣传和预定,发售日期。
2.原型阶段:
1.进行3D打印原型制作:沟通原型师和原画和项目负责人,进行3D建模,仔细检查和修改错误,输出为.OBJ格式,因3D模型和实物有差异,应进行打印确认,不符合设定或有问题需返工。打印如为熔融堆积或光敏树脂,需进行打磨。进行打磨或直接喷蜡后翻模为GK件,虽增加成本(近1W),但制作GK样品会很好增加宣传效果,确定上色样式,进行先期预定。3D确定完成后方便进行拆件。
2.进行手工实体制作:周期应有起码3个月原型制作时间并进行监督沟通,打磨完毕后的原型,喷水补土后进行GK翻模,制作样品进行宣传。并可以用未完成原型进行宣传。设计拆件和PVC略有不同,需后期追加。
3.原型完成前应考虑底座设计和重心问题,后期PVC根据需要进行底座插孔设计和腿内钢钉加固等措施。
3.颜色确认:进行原型样品上色,应考虑最终实现效果,眼睛,移印图案,透明件,油漆颜色。颜色指定最好为潘通色卡,让工厂进行调漆不靠谱,需仔细监督和来回尝试。原型样品制作完毕后,可以拍摄官图进行宣传。
4.原型拆件与原模备份确认:拆件时注意接口大小,是否能顺利合拢而又不松动,部件接口处留有其他部件活动插入口时,注意接口位置位置是否清晰。比较长的部件进行连续连接时,注意整体变形。拆件时考虑喷漆难易和注塑难易,为工厂问题。拆件后进行树脂翻模,确保最少3个和最终大货样一致的铸造用翻模,接缝,结构,造型,光滑度保证一致。
5.钢模雕刻铸造:钢模雕刻铸造根据难易度和数目不同,花费时间也不同,试模返工也很多。一般1W2一个的钢模应为全铜芯,钢模大小为1/10比例手办的四分之一部件。进行钢模的排布,需考虑部件强度,体积分配,注塑难易,分件颜色(最好统一为白色,颜色全部进行喷漆,颜色件喷漆色差严重,但肤色件要单独设计,分件,和统一进行颜色注塑,肤色件避免喷漆)。钢模注塑达到3000个时应进行修理,业内惯例,这个问题一开始谈好。复杂的美少女手办一般为铸造件,所以必须有个实体,雕刻方式一般为火花机+车床。流道排布和流道接口应考虑注塑难易和是否会影响件的质量,有流道口和注塑纹路的件不合格。
6.初样确认:钢模上机进行初步注塑,除了忽略表面不光滑外,仔细和原型对比,仔细检查任何细节,包括接口连接,水口位置,分件是否合理,头发之类薄弱的位置是否变形或缺损,适当烘烤看看是否变形开裂,脸型等关键部位是否变形,整体缩水是否厉害,姿势是否变形,是否能站稳,中心在哪,并进行站立测试。
7.钢模抛光:内壁表面打磨光滑时,不能损失的重要细节一定要反复交代,抛光后的零件契合度与形状都会进行一定的改变。
8.PVC正式样确认:和初样确认一样,而且要检查表面是否光滑,是否有溢料,是否有条痕,分模线是否在能接受的范围内(视成本),测试站立能力,决定各部分的PVC硬度和是否有ABS部件。
9.包装设计和吸塑制作:原型阶段已经基本能确认包装大小,在初期商谈时尽量确认包装形式和价格,普通为吸塑开窗彩盒,另还有纸张厚度,是否加亮条,特殊包装等问题,吸塑部分一定要有PVC正式样再来进行制作,因为其他阶段都会有变形问题导致修改或直接废弃,吸塑最好为两片夹层式设计,这在初期商谈时就要阐明。高档的PVC产品,会在突出部件如手脚头发上套小塑胶袋以保证不会挂花或损伤。同时根据确定的包装尺寸定做外部发货厚纸箱,确定每箱数目。
10.喷油模制作:喷油模应在PVC正式样确认后再进行制作,喷油模需要手办原型上色样品进行参照,喷油模关系到手办的喷漆质量,眼睛等复杂重要的细节既可以用喷油模来实现,也可以用移印的手段,有多少个喷油模就会有多少道喷漆工序。喷油模应注意可以夹紧,不松动,喷漆表面完全暴露,不需要太多烘烤处理即可放入,契合好,图案位置准确清晰,喷漆范围周边铜片越薄越好。喷漆后效果不溢色,不沾漆,喷漆多次后及时清理。
11.移印钢板制作:图案大小应谨慎选择,尽量与设计原型保持一致,方向正确,颜色准确,移印在不同表面的弧度和变形也要考虑在内。移印的固定模具也要契合度高,不位移,不变形。
12.大货样制作与确认:大货样制作应遵循尽量保证大货生产工艺下的完成品,从PVC正式样的小部分批量生产开始,进行喷漆和移印,最后组装,同时进行监督和调整,最终使外形,颜色,图案和原型样品一致。该部分内容相当繁杂,需进行不断的调整,和厂家博弈,坚持观点,手办外观和工艺等级,并相对于成本进行妥协。 在此工程中进行工艺质量评估和最终质量等级确认,依据合同,决定大货生产的质量。如果重心和底座有问题,需要进行桩位和腿内钢钉等内容的追加。生产10个左右的大货样,双方进行保留确认存档。同时也进行包装样品的确认,注意吸塑与包装的契合度,以手办能完美放入且和盒子大小合适。
13.大货样生产:批量生产时,注塑和喷漆环节应该已经没有问题。需进行装配车间的仔细监督,进行装配粘合工作的指导,纠正工人不对的地方,提醒装配主管注意事项,确定装配流程。计算好自己需要全检的时间与精力,细心监督每一步和每个零件,质量就是生存的保障。PVC受热后会产生形变,有利有弊,注意生产流程。
14.包装发货:装箱前进行质量监督检查,根据成本具体要求筛除不良品,做好质量监管。包装发货时选择优良物流和途径,外面包裹塑料泡沫膜。
注意事项:
1.PVC手办的用漆与用料,受热变形的概率,日晒是否掉色。
2.面向是重中之重外,手部或突出细节的瑕疵也会被放大,有限成本下尽可能做到最好。
3.自备一个游标卡尺比较好。可以用于测量误差和各种直径。
4.不要相信抽查!检查也要算好时间量力而行…………

因为工作需要做点手办模型(商用),有幸认识了业内的几个工作室和加工厂家,也大致了解了相关流程和成本,大概是这个样子的(我不是专家,所以说错了烦请纠正)。
手办从材质上,一般分PVC和树脂,前者轻,后者重。选择材质一般是根据模型的造型和出货量等综合判断的。
造型:
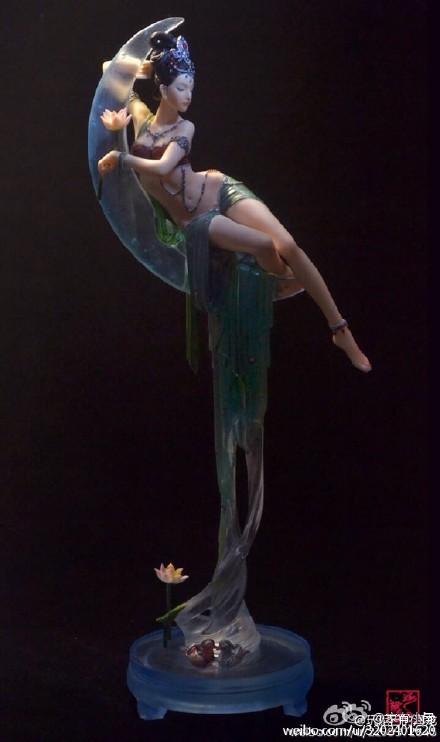
如果是一些类似金鸡独立的造型,如果选择树脂,那么重基本上是立不起来的,比如下面这种:

推荐作者的微博
玩泥巴的海龙的微博这个是真艺术啊
出货量:
手办的模具分两种,钢模和硅胶模,小林的回答已经挺全面了,我只来说说成本。
钢模的成本极高,而且一个模型可能需要根据造型,将手、身体等分开做成多个钢模,然后后期人工拼接起来。钢模选用的钢也很关键,用料不好的话可能冲压段时间就不行了,所以在选择钢模上一定要在用料上多了解下。
钢模一个模具成本大概在1万5左右,乘以拆分件的数量,就是钢模的成本,那么模型的成本就是 原料 X 个数 + 钢模。
硅胶模相对来说成本低,但是属于一次性模具,使用大概10次左右就废了,一个模具的成本在几百块钱不等,大概是根据你的模型大小和复杂度来开。那么模型的成本就是 (原料 + 模具)X 个数 。
所以你可以发现,这两个等式是可以放在一起求个临界值的。一般来说,厂家的建议是3000个以下的手办推荐使用硅胶模,3000个以上的开钢模。
那么具体流程是什么呢,我们举个栗子:
1,做原型


原型的材料可以是油泥或原子灰,这个阶段可能会花掉整个生产过程的一半以上时间!这其中包含多个阶段的验收时间点,模型师需要和甲方反复沟通,确定造型上的准确,如果甲方和厂家不在一个城市,可能还需要将原型寄到甲方当面验收,完了寄回雕刻师再继续。
一般来说原型的开发费用从1W5到上不封顶,国内有不少手办工作室专做原型,你可以找他们做原型带加工,也可以拿到原型自己去找加工厂。请不要在这个环节上图省钱便宜,因为原型是整个手办的关键,你总不希望得到这样的效果吧


2,灌胶膜


外面这个方的就是模具了,这个是橡胶的,灌进去冷却一下,就可以进入下一步
3,真空灌浆排气


放入机器抽真空,这样可以把灌浆中带入的空气给抽出来,特别是靠近模型表面的气泡,避免脱模后出现坑洞。
4,取出手办


这里就可以看到,对于硅胶模的使用是破坏性的,也就是为什么这个模具顶多做10个就废了,但是你要是做100个限量模型,就得开这种模具,性价比高啊,几百块钱一个而已,想想钢模的成本呢。
5,修模线


模型在灌入的时候,接缝位置和灌注的位置会出现一些胶线,需要修掉。
6,修装配位


模型需要组装的话,组装件的接触位置需要做一些打磨修正,保证组装时结合完美。
7,细砂手工打磨


表面光滑的位置在脱模后有一些粗糙,需要用细砂纸打磨抛光。
8,主件喷色


喷枪上大色,360度无死角灰色,为什么基色是灰色呢,因为比白色更容易找细节上色。
9,彩绘












各种喷色,各种绘,最后组装在一起,是不是有一种5步画马的感觉啊?
10,做底座


底座可以是木料,也可以是塑胶,根据需求来。
11,成品




以上为塑胶模具的生产流程,成本么,因为是限量版产量不高,这个企鹅大概3位数成本。
那么钢模呢,长下面这个样子滴。




有些模型如果一定要选择钢模,比如这个


那么就需要做3个钢模,手臂一个,身体一个,蝴蝶一个,然后再组装。
不过问题又来了,这个模型的毛发怎么表现呢?
一般来说有3种方法:
1,雕刻
采用雕刻的方式,把毛发的凹凸纹理以大块的形状区分出来,像这样

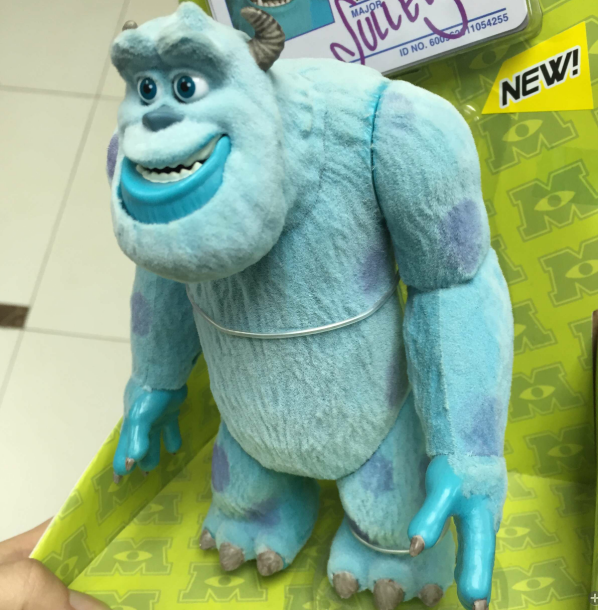
2,布绒
一些采用磨砂纹理的布绒材料,可以包裹在模型身上,像这样

3,毛发
那种人造毛发,黏在模型上面即可,像这样


模型做完了,包装呢?一般分为内包装和外包装,主要是防止模型在运输过程中损坏。
1,内包装
内包装可以为泡沫,像这样


也可以是塑料,像这样


2,外包装
外包装因为印刷方式和纸张材质成本可以做到上不封顶,如果要高端大气上档次,还可以做成木盒子,而纸张上如果要烫金,要凸纹,要磨砂,成本都不一样。

例如加烫这么一个『蜀』,每只的成本就要贵几毛钱。
那么最后,是不是我按照这样的步骤做完模型,就可以上市销售了?答案是还不行,因为你需要考虑一点,就是产品的安全问题。
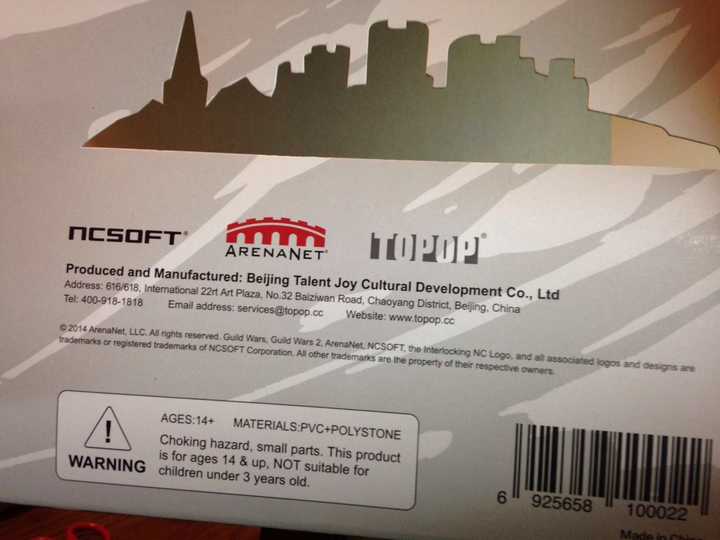
模型使用材质刚才也提到过,PVC或者树脂,在材料上还是十分讲究的,低成本的劣质材料会有刺激有毒的味道,这对于小孩来说是很危险的。那么如果大家翻看正版模型的背面,都会有一行这样的提示:『本模型适合14岁以上』。

为什么是14岁?我也不知道。但这是一个卫生安全指标。有些材料可能存在化学气味,有些模型包含一些尖锐的部分,可拆卸件过小可能会被误吞服,那么如果是3岁到7岁的小孩,这种模型就是不安全的。
如果要生产符合7岁以下,或者特指3岁以下的玩具,那么厂商需要拥有一定的安全生产资质,生产过程中,还需要有安全检查,最后出厂有安全验收。厂家如果要为获取资质可能动辄花上百万的费用,包括资格审查和生产改进。生产过程的管理和人员操作管理也会有更严格的要求,瑕疵率决定了次品淘汰控制,这样下来自然生产成本也很高,如果不是售价很高的话,厂家的利润会很薄。那么,市面上大家看到这么多玩具,有多少是良心厂家的,我也不知道。
对于手办来说,由于大部分玩家不是青少年和幼儿,所以在生产上可以不用按照幼儿玩具那样高的卫生安全指标,只需要拥有基础生产资质就可以了,那生产的产品仅适合14岁以上人群。
如果你的市场是在中国,那么安全标准如上面所说,还可以凑合生产。但是如果你的产品要发往欧美海外,特别是欧洲,那么厂家就需要拥有要求更加严格的欧洲玩具安全卫生生产资质,俗称满足欧标。
一个模型从开始设计原型到成品出厂,大概会花费8到10个月的时间,也就是说,变形金刚5还有10个月上映,那么今天我就得开始找设计师制作新版的擎天柱模型了,而如果要拿到IP授权,再提前一年吧。所以,这个擎天柱模型的成本,就还要加上一个授权的费用了。
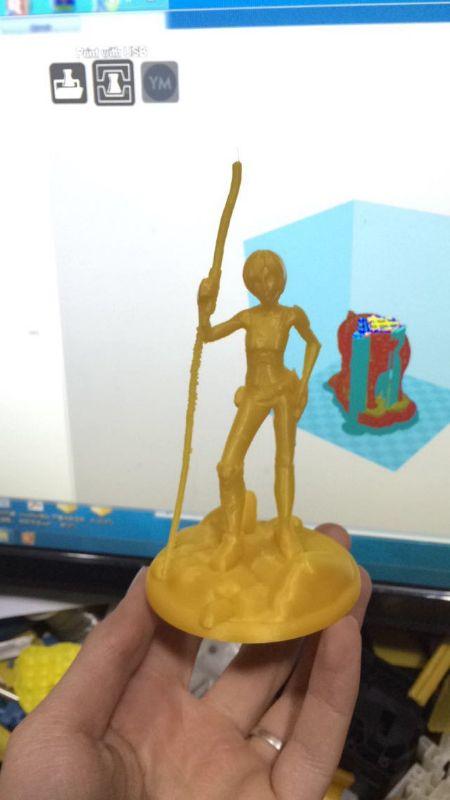
至于最新的3D打印技术,那么这个仁者见仁了,打出来是这样子的


你得自己手工把这些为了找距离关系而打出来的『支架』打磨掉,看看打印的Sintel呢

好了,最后附上我的『激战』神龙镇楼!后面是比他大3倍的包装盒。

