之前寫過一篇文章介紹新產品開發流程管理的工具APQP,APQP是IATF16949五大核心工具其中一項,本篇文章針對五大核心工具進一步介紹。
在開始之前我們先認識一下IATF16949,在維基百科上的介紹是
IATF 16949原來名稱為ISO/TS 16949,是國際標準化組織(ISO)的技術規範,目的是發展品質系統,可以在車輛供應鏈以及車廠中進行持續改善的系統,著重在預防缺陷、減少變異及浪費。此標準是以ISO 9000標準為基礎,第一版是在1999年6月發行,名稱為ISO/TS 16949:1999。此標準是由國際汽車工作組(IATF)以及ISO的「技術委員會」所訂。主要在調和各國品質管理系統的規定。
因為車用產品有人身安全的考量,對產品的可靠度要求較一般電子產品更高;因此,只要是車用產品供應鏈的一環,都需要有IATF16949的認證才可賣產品給客戶。
那麼五大核心工具又是什麼呢?這五大核心工具分別是
- APQP(Advanced Product Quality Planning)先期產品品質規劃
- FMEA(Failure Mode and Effect Analysis)失效模式效應分析
- MSA(Measurement System Analysis)量測系統分析
- SPC(Statistical Process Control)統計製程管制
- PPAP(Production Part Approval Process)生產件批准程序
這五大工具的目的在於透過系統化的方式,提早發現產品設計、製程設計、生產等各方面的潛在問題,從而確保產品品質可以滿足或超越客戶期待。

以下針對五大核心工具分別介紹
APQP
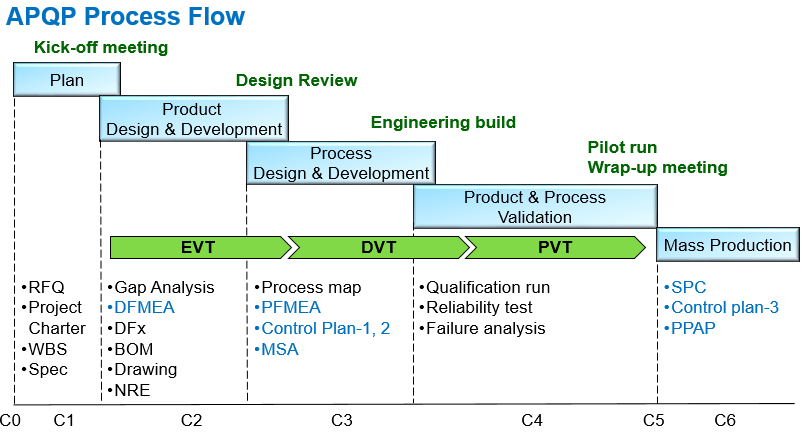
新產品開發到交付全部過程的策劃、執行與控制,一般產品開發流程步驟包含
● 規劃
● 產品設計開發
● 製程設計開發
● 產品與製程驗證
● 量產
在APQP的各階段中可兼容使用其他工具,確保整個開發流程的品質,詳細內容可參考之前寫過的新產品開發流程管理的工具APQP
FMEA
主要應用在產品設計與製程設計階段,也就是APQP的二、三階段所進行的失效模式分析,常見的有DFMEA及PFMEA,亦即產品尚未正式量產前,針對構成產品的子系統、零件及過程中的每一步驟進行分析,找出所有可能的風險,並依據評價結果採取預防性的措施。
● DFMEA: 在展開新產品、服務或流程設計前,先進行分析以了解展開後可能會產生哪些失效狀況。找出會導致安全疑慮、功能錯誤、產品生命縮短、或顧客滿意度降低等的問題。
● PFMEA: 用來改善既有的製造流程,以了解人員、物料、設備、方法及環境等如何造成製程問題。找出有哪些製程問題會導致安全疑慮、產品或服務缺失或降低製造良率。
舊版的FMEA使用RPN(Risk Priority Number)來針對嚴重性(Severity)/發生性(Occurrence)/檢出性(Detection)進行評分,針對RPN高的失效模式優先改善
2019年AIAG&VDA合作整併各自的FMEA,新版的FMEA改採AP(Action Priority)進行改善,針對行動優先級高(High)、中(Medium)、低(Low)採取降低風險需求的措施,採用七步法進行解析
MSA
MSA是以簡單的實驗設計和統計分析方法,以數據統計與圖表分析來評估測量系統的能力、性能和有關所測量值的不確定性。主要目標是量化測量系統的有效性,分析數據的變化並確定其發生變異的可能來源。
除了16949中定義的量具需進行評估外,下列情況也須進行MSA:
● 購買新的量具
● 客戶要求或製程要求時
● 每當引入新的或不同類型的測量系統時
● 進行任何製程改進措施之後
● 對當前的測量系統進行了任何的改進
● 量具校正時
為了獲得正確的測量數據,需區分出製程變異與量測變異,依據數值型態可使用不同分析
● 連續型: Gauge R&R (Repeatability & Reproducibility)
● 離散型: Kappa analysis
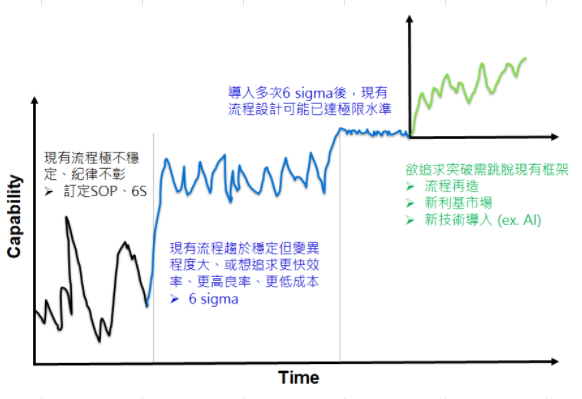
SPC
SPC是一種利用統計方法進行製程管制的工具。它對生產製程進行分析評價,根據回饋的訊息及時發現系統性問題的存在,並適時的採取措施以消除其影響,使製程維持在僅受隨機性問題影響的管控狀態,以達到品質管制的目的
應用SPC進行製程管制前,應確認以下常見誤區:
● 在生產因素(e.g. 人機料法環)未加控制、製程不穩定時就使用管制圖
● 製程能力指標不足時(e.g. CP<1)使用管制圖
● 誤用規格界限作為管制界限
● 發生報警時未即時處理異常
● 處理異常僅針對當點,未從整體系統角度思考、未區分common cause與special cause
PPAP
PPAP是在APQP的第四階段(產品和流程驗證)時觸發的,提交任何新零件以及批准對現有零件或製程的任何修改都需要PPAP。客戶可以在產品使用期內的任何時間請求PPAP。因此供應商必須保持品質體系,以便隨時開發和記錄PPAP提交的所有要求。
PPAP要求一般會分為五個等級:
● Level 1: 只提供零件提交保證書(Part Submission Warrant、PSW)給客戶。
● Level 2:提供零件提交保證書、產品樣品,以及部份supporting data。
● Level 3:提供零件提交保證書、產品樣品,以及完整的supporting data。
● Level 4:提供零件提交保證書以及客戶定義的其他要求資料。
● Level 5: 供應商在製造場地需要有零件提交保證書、樣品以及完整的supporting data,以便檢核。
在維基百科有說明PPAP應檢附的文件
整個IATF16949的系統難以在本文完整闡釋,若有實務經驗相信會更能理解,坊間有許多顧問公司開設IATF16949稽核員課程,有志往品保領域發展可以考慮參與,在面臨客戶或第三方稽核時會更有把握。
五大工具則各有其發展歷史,如SPC、FMEA皆有相當嚴謹的使用規範,對專項工具有興趣者也可參考AIAG&VDA的官方文件,對原理、使用時機皆有清楚介紹。